Использование Slic3r в течение нескольких месяцев показало хорошие результаты. В этом материале размещено краткое руководство по настройке и использованию слайсера. Весь процесс достаточно простой и понятный.
В 1-й части мы правильно откалибруем экструдер и рассмотрим настройки печати Slic3r (Print settings).
Часть 2 будет рассматривать настройку принтера, скорость подачи материала и скорость печати.
Часть 3 расскажет об экспериментах с толщиной слоев, заполнением печати и прочих особенностях и ограничениях печати.
Материал базируется на версии Slic3r 0.5.7 (от 6 января 2012).
Форум на официальном сайте PepRap
Установка Slic3r проста – достаточно скачать архив с официального сайта, распаковать и запустить slic3r.exe. При желании можно скачать исходники и модифицировать программу по своему усмотрению (понадобится Citrus Perl или Strawberry Perl).
Алессандро (разработчик) очень быстро развивает Slic3r, поэтому на момент чтения материала версия слайсера может быть немного устаревшей, но информация все равно поможет вам быстро начать работать с ним (особенно если вы новичок в 3D печати). Slic3r безусловно, самый легкий и простой инструмент для подготовки кода для печати.
Шаг 1 – Калибровка экструдера (очень важный аспект, ни в коем случае нельзя его игнорировать)
Как любой инструмент в генераторе слоев 3D печати (слайсере) экструдер должен быть обязательно откалиброван для получения качественных отпечатков. Это легко сделать. Данный шаг спасет вас от возни с компенсацией плохих калибровок.
Правильные настройки параметров перемещения осей принтера (шаг на мм), скорость выдавливания пластика из экструдера настраиваются путем перекомпилирования пошивки и обновления ее в вашей управляющей электронике. Это осуществляется с помощью среды Arduino
Для управления принтером я рекомендую использовать ПО Pronterface
В большинстве прошивок (Sprinter, Марлин) в файле Configuration.h, найдите строки, которые выглядят следующим образом -
/ / / / Calibration variables (Калибровки переменных)
// X, Y, Z, E steps per unit (шаги на единицу) - Metric Prusa Mendel with Wade extruder:
float axis_steps_per_unit[] = {80, 80, 3200/1.25,700};
Число в конце (700) это количество шагов двигателя, необходимых для забора 1 мм прутка внутрь экструдера.
Это число может быть разным (к примеру 350), если вы используете 1/8 микрошаг (GEN6) вместо 1/16 (RAMPS, GEN7 обычно используют 1/16).
Передаточное соотношение механики подачи пластика разных принтеров в экструдере всегда немного отличается, так что это очень важный момент калибровки для получения качественного результата.
Теперь нам нужно проверить правильность подачи пластика
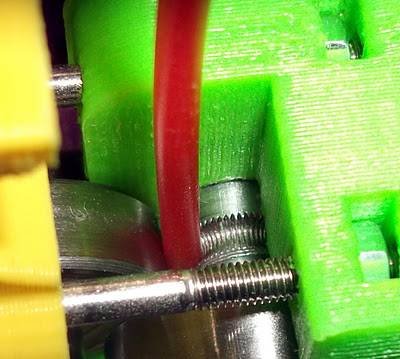
Сначала проверьте правильность установки пластика в привод подачи экструдера, отсутствие мусора в нем, стружек от пластика и т.п. Убедитесь, что печатающая головка нагрета до нужной температуры.
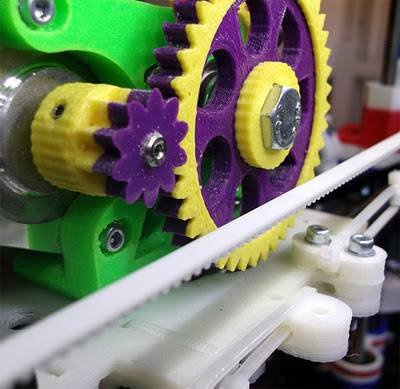
Убедитесь, что привод экструдера не имеет люфтов, не клинит и не проскальзывает.

Установите необходимый прижим пластика с помощью пружин (усилие прижима зависит от качества зубчатого болта и типа пластика). Для 3 мм PLA прижим жестче. Для 3 мм ABS слабее. Для 1.75mm пластика прижим еще немного слабее.
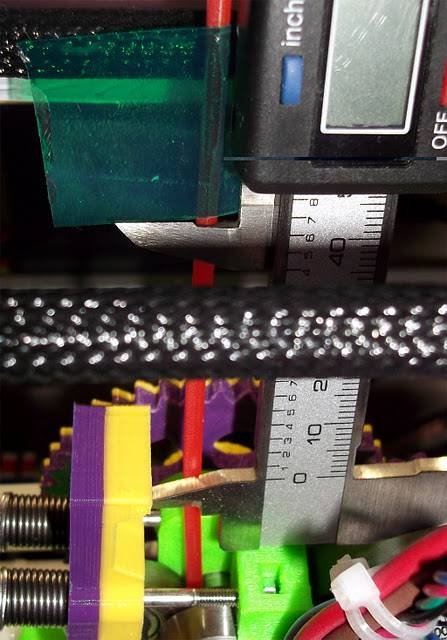
Сделайте метку (скотч, изолента и т.п.). в 50 мм на пластике по отношению к наиболее удобной точке для измерения на поверхности экструдера. Лучше всего для этого подходит цифровой штангенциркуль.
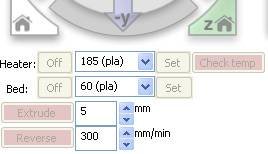
Теперь запустите экструдер на выдавливание 30 мм пластика (убедитесь, что настройки скорости экструдера в норме – двигатель не клинит, пластик выходит равномерно). Удобно запускать экструдер на выдавливание 5 мм пластика с небольшими паузами до того момента как получится в сумме 30 мм.
Теперь проверьте, на какое расстояние переместилась ваша метка на пластике. Если получилось точно 30мм, то экструдер уже откалиброван, если нет, то внесем необходимые изменения. Точную калибровку установим путем расчета реального количества шагов на мм и откорректируем прошивку.
Изначально в прошивке было установлено 700 шагов на мм. Мы выдавили 30 мм пластика.
700 х 30 = 21000 (всего шагов двигателя на перемещение 30мм пластика)
Например, если реальные замеры показали 32.6mm то расчет будет таким - 21000/32.6 = 644 шагов на мм вместо 700 в прошивке. Изменяем число шагов в файле конфигурации прошивки, заново компилируем и прошиваем контроллер. Затем повторяем процедуру измерения заново. В результате должно получится точно 30 мм выдавленного пластика.
Так же, если вы измерили 27.2mm то 21000/27.2 = 772 (772 шагов на мм вносим в файл конфигурации прошивки).
Калибровка экструдера настоятельно рекомендуется для всех видов и сортов пластика (ABS и PLA имеют разную плотность, сорта пластика одной разновидности так же могут отличаться по характеристикам), если используете разные диаметры пластикового прутка, то отдельно калибруется 3мм пластик и 1,75мм. В прошивке неиспользуемые настройки можно закомментировать и использовать по мере необходимости.
Теперь у вас есть идеально откалиброванный экструдер, и вы на пути к идеальному качеству печати.
Настройки печати Slic3r (Print settings)
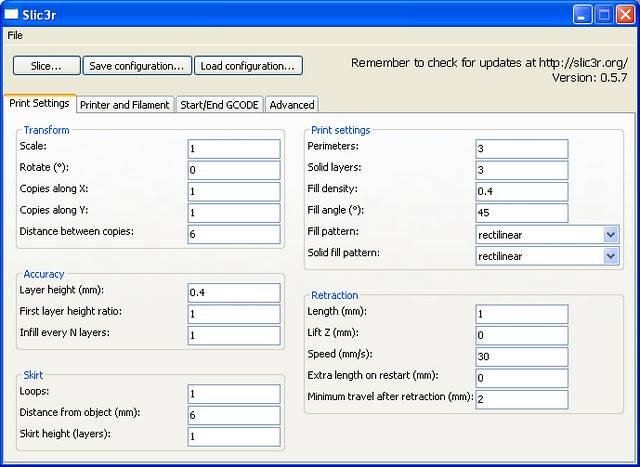
Первая вкладка Slic3r – Настройки печати (Print settings). Для полноты картины будут приводится комментарии для каждого раздела. (От себя постараюсь внести некоторые полезные дополнения. Admin)
Transform – Транформация.
Здесь обычно не надо ничего менять. Корректировка нужна только в двух случаях.
1. Необходимость изменения положения модели (rotate в градусах), изменения размеров (масштабирование - scale)
2. Необходимость печати нескольких копий модели (аналог Multiply а Skieinforge). Copies along X – количество копий по оcи Х, Copies along Y – количество копий по оси Y, Distance between copies – расстояние между копиями (мм).
Accuracy – Точность.
Layer height(мм) - Высота слоя является очень важным параметром и должна соответствовать диаметру отверстия сопла печатающей головки. Для стандартного сопла 0,5мм рекомендуемая высота слоя 0,3мм. Следует избегать высоты слоя больше 0,4мм, так же сомнительный результат получается при высоте слоя меньше 0,1 мм.
Infill every N layers – заполнение каждого N слоя. По умолчанию стоит 1, менять не требуется.
First layer height ratio – соотношение высоты первого слоя, по умолчанию стоит 1, менять не требуется.
Правильный расчет высоты слоя – это выбор значения, которое делится на четное число шагов двигателя по оси Z. К примеру, шаговый двигатель имеет 200 шагов на оборот, при использовании микрошага 1/16, двигатель дает 3200 шагов на оборот. Резьбовая шпилька М8 имеет шаг резьбы 1,25мм. В результате на 1мм перемещения оси Z получается 3200/1,25=2560 шагов двигателя. Таким образом, высота слоя 0,3 мм будет содержать в себе 768 шагов двигателя. При высоте слоя в 0,32мм шаги получаются дробными (819,2), что не приемлемо.
Skirt – Юбка.
Построение периметра на рабочем столе вокруг объекта печати. Очень полезная функция. Позволяет проверить качество выдавливания пластика экструдером, обеспечивает предварительный прогон экструдера, позволяет оценить точность установки в горизонтальной плоскости рабочего стола и качество прилипания первого слоя к столу.
Loops – толщина юбки
Distance from object (mm) – расстояние юбки от основного объекта печати.
Skirt height (layers) – высота юбки

Print Settings – параметры печати.
Perimeters – значение 3 означает то, что стенки объекта печати будут строится из 3-х вертикальных слоев (конечно если это возможно). Стенки тонких элементов могут состоять из 2-х или даже 1-го слоя. Иногда лучше иметь меньшую толщину стенок (оболочки) детали и имеющую более качественное заполнение внутри. Толщина 3 является наиболее оптимальной для большинства конструкционных деталей.
Solid layers - число полностью заполненных горизонтальных слоев нижней части детали, верхней и прочих горизонтальных поверхностей. Толщина в 3 слоя является оптимальным количеством горизонтальных слоев и более 6-и устанавливать не рекомендуется.
Fill density – Плотность заполнения.
Обьем пластика, которым будет заполнятся внутреннее пространство детали. Значение 0,4 означает 40% заполнения. 25% оптимальный показатель (0,25), используемый при печати деталей для принтеров Prusa. При печати моделей с более низкими требованиями к прочности, можно использовать от 5% до 10% многих объектов. Для некоторых деталей, которые должны обладать высокой жесткостью и прочностью, такие как экструдер или крепление двигателя вы можете использовать более высокую степень заполнения (35% - 50%). Более высокие значения требуются редко и зачастую, имеет смысл уменьшить высоту слоя, чем увеличивать уровень заполнения.
Примеры уровня заполнения деталей.

Fill angle –угол заполнения. Если стоит 45, то линии печати будут идти под углом 45 градусов по отношению к осям X и Y.
Fill pattern и Solid fill pattern – стиль заполнения. Обычно используется прямолинейный стиль (Rectilinear).
Ниже для примера представлены другие стили заполнения, используемые значения:
- Высота модели 37 мм
- 25% заполнения (infill)
- 3 – толщина стенки (Perimeters)



Retraction – Этот раздел относится к работе экструдера.
Length – параметр, показывающий, на сколько отработает экструдер назад (реверс в мм пластикового прутка) после завершения очередного набора рабочих перемещений, прежде чем переместиться к другой области печати модели. С этим параметром надо будет поэкспериментировать, так как характеристики экструдеров и нагревательных головок на разных принтерах могут отличаться. Диапазон может быть в пределах от 0,5 мм до 1,8 мм для 3 мм прутка. Для начала 1мм будет достаточно. Если пластик будет сочится при холостом перемещении, то можно увеличивать этот параметр к примеру до 1,8мм.
Если на принтере используется подача пластика через боуден или вы используете 1,75 мм пластиковый пруток, то возможно вам придется еще увеличить реверс пластика, но не стоит перебарщивать.
Lift – поднятие печатающей головки экструдера во время холостого перемещения в процессе печати. Не рекомендуется использовать с медленными вариантами оси Z (принтеры - Mendel, Prusa, Huxley и т.п.). Если вы используете подобный принтер, то оставьте по умолчанию 0. Если используется принтер с быстрым приводом по оси Z (TOM, BFB 3000), то в этом случае можно поэкспериментировать.
Speed – скорость с которой экструдер отрабатывает в реверс. В основном зависит от прошивки. К примеру скорость реверса 30мм/s положительно влияет на качество печати и позволяет уменьшить параметр Length.
Extra length on restart – Менять что либо не надо, ставим 0.
Minimum travel after retraction – параметр указывающий экструдеру не включать реверс при незначительных холостых перемещениях. К примеру, при установленном значении 2мм, экструдер не будет отрабатывать реверс пластика при холостом перемещении меньше или равному 2мм. Данное значение позволяет избежать множественных дерганий экструдера при печати мелких объектов. Значение в 2мм является вполне оптимальным.
Следующие разделы будут рассмотрены в других частях.
Смысловой перевод статьи - Slic3r is Nicer - Part 1 - Settings and Extruder Calibration
Дополнения от Администратора robozone.su
