В 1-й части мы откалибровали экструдер и рассмотрели настройки печати Slic3r (Print settings).
Во 2-й части речь пойдет о настройках принтера, настройке параметров сырья для печати и настройки скоростей в различных режимах работы.
В конце статьи рассмотрим некоторые значения G-кода начала и конца управляющей программы, которую формирует Slic3r.
Рассмотрим вторую вкладку Slic3r (Printer andFilament), по умолчанию мы видим следующую картину:

Раздел Printer
Nozzle diameter (Диаметрсопла). Вы должны знать текущий диаметр сопла, установленный на вашем принтере. Это значение помогает Slic3r формировать правильные значения в управляющей программе для печати (ширину и высоту слоев). Наиболее распространенные диаметры сопел – 0,5мм, 0,4мм и 0,35мм.
Print Center (Центр печати). Центральная точка рабочей зоны печати вашего принтера. Объекты печати по умолчанию всегда располагаются в центре, поэтому Slic3r необходимо знать - где и что находится. Рабочая зона в плоскости XYу принтеров различных конструкций может отличаться в размерах. К примеру, у стандартного принтера Prusa Mendel центральная точка будет X-100, Y-100 (соответственно суммарные размеры рабочей хоны XY, будут 200х200мм). При рабочей зоне 220х220 мм, центральная точка будет в координатах X-110, Y-110 и т.п.
UseRelativeEDistances(Использование относительных расстояний E). Некоторые прошивки контролеров используют относительное позиционирование. Если вы не знаете – использует ли ваша прошивка эту функцию, то не отмечайте это значение.
Z Offset (смещение оси Z). Это значение устанавливает стартовую точку оси Z. Если вы используете стекло для печати PLA пластиком, а при печати ABSпластиком стекло снимаете, то значение смещения оси Zбудет равно толщине стекла. Значение 0, выставляется при неизменной высоте рабочей зоны по оси Z.
Раздел Filament
Diameter(мм) (диаметр). Диаметр используемого пластикового прутка для печати. Это важное значение - оно позволяет Slic3r точно вычислить необходимый обьем пластика для подачи в экструдер. Обращаем внимание на то, что фактический диаметр прутка может меняться от партии к партии, а так же зависеть от производителя. К примеру -стандартный диаметр прутка в 3мм по «факту» обычно бывает 2,75мм. Пруток американских производителей может быть 2,9мм, а китайских 3 и 3,1мм. Так что стоит предварительно замерить реальный диаметр вашего сырья.

Используя штангельциркуль для замера реального диаметра прутка используйте широкую часть измерительных «губок», это позволит точнее произвести замер.
Вводить значение диаметра прутка в Slic3r можно до двух знаков после запятой (до сотых).
Пруток хорошего качества по всей длине имеет отклонения от нормы +-0,1мм (или менее). Если, к примеру, отклонения по диаметру имеют больший диапазон (в одной точке 2,75мм, в другой 2,9мм и т.п.) есть риск сильного снижения качества печати.
Кроме того, убедитесь, что пруток имеет четкое круглое сечение, если присутствует сильно выраженная овальность, имеет смысл отказаться от его использования и вернуть поставщику.
Так же большие отклонения диаметра прутка могут привести к заклиниванию экструдера (к примеру, больше 3,2мм) либо к нестабильной подаче (менее 2,6мм).
Все вышесказанное так же относится к прутку стандарта 1,75мм.
Extrusion multiplier . При изменении этого значения изменяется предыдущее введенное значение Diameter. Некоторые пользователи используют этот параметр для компенсации жесткости сырьевого прутка в большую или меньшую сторону. На самом деле калибровка экструдера, описанная в Части 1 и ввод точного значения Diameter вполне достаточные действия для нормальной работы. Оставляем по умолчанию 1.
Temperature (температура, значения в градусах Цельсия). Установка рабочего значения температуры плавления прутка. Slic3r установит это значение в начале управляющей программы. При запуске программы принтер будет ждать нагрева печатающей головки до нужного значения. По достижении необходимой температуры начнется непосредственный процесс печати. Некоторые программы управления принтером позволяют корректировать температуру в любой момент. Для различных типов пластика рабочая температура плавления различается. Для пластика PLAпримерное значение 185 градусов, для пластика ABS примерно 235-240 градусов. Точные значения температуры для лучшего качества печати вычисляются экспериментальным путем.
Раздел Print Speed
Perimeters (mm/s). Скорость печати внешней оболочки объекта. Ориентировочные скорости печати:
- «нормальный» режим – 65мм/сек
- «быстрый» режим - 80мм/сек
- «медленный» режим – менее 50мм/сек
Small Perimeters (mm/s). Малые участки или отверстия могут иметь различную скорость печати и как правило, эта скорость меньше внешних оболочек объекта. Ориентировочные скорости печати:
- «нормальный» режим – 55мм/сек
- «быстрый» режим - 65мм/сек
- «медленный» режим –30мм/сек
Infill (mm/s). Скорость печати в режиме заполнения объема объекта печати. Эта скорость может быть выше, чем прочие режимы, но необходимо убедится, что пластик ложится нормально –эктрудированная нить не рвется, деталь не деформируется. Ориентировочные режимы печати заполнения:
- «нормальный» режим – 80мм/сек
- «быстрый» режим - 130мм/сек
- «медленный» режим – менее 60мм/сек
Solid Infill (mm/s). Скорость печати горизонтальных слоев (кроме первого слоя). Данная скорость обычно меньше чем скорость заполнения Infill. Ориентировочные режимы печати:
- «нормальный» режим – 70мм/сек
- «быстрый» режим - 100мм/сек
- «медленный» режим – менее 60мм/сек
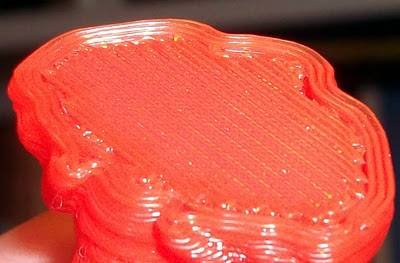
Bridges (mm/s). Скорость печати «мостов» - промежутков, перемычек. По сути, печать «по воздуху». Этот режим нуждается в экспериментальном подборе скорости. Ориентировочный диапазон скоростей от 35 до 70мм/сек.

Пример весьма экстремального варианта печати «по воздуху». Первые слои немного провисают. После 3-х слоев горизонтальность печатаемой поверхности нормализуется.
Раздел Other speed settings
Travel (mm/s). Скорость «холостого» перемещения при подводе печатающей головки к зоне печати и между участками печати. От этого параметра будет зависеть общая скорость печати объектов (производительность принтера). «Холостое» перемещение требует установки максимально возможного значения и напрямую зависит от конструкции принтера – массы перемещаемой рабочей части (эктрудер), наличия или отсутствия линейных подшипников, характеристик шаговых двигателей, характеристик контроллеров двигателей и прошивок управляющего контроллера. К примеру, при низкой массе рабочей части + использование подачи материала боуденом, возможные скорости «холостого» перемещения достигают 300мм/сек. Для принтера типа Prusa Mendel и использовании в конструкции линейных подшипников, достижимы скорости вплоть до 200мм/сек. При использовании печатных пластиковых втулок скольжения (PLA bushings) стоит придерживаться скорости не более 150мм/сек.
Bottom layer speed ratio (соотношение скорости печати первого слоя).Значение устанавливающие скорость печати первого слоя печатаемого объекта по отношению к остальным основным рабочим скоростям. Первый слой печатается медленнее, чем остальные, это позволяет улучшить сцепление основания печатаемого объекта с рабочим столом, что соответственно улучшает результат печати в целом. Рекомендуемое значение этого параметра – 0,35, что означает установку скорости первого слоя модели в 35% от основных рабочих скоростей (Perimeter, infill, solid infill).
Для качественного сцепления основания печатаемой детали, настоятельно рекомендуется использование подогрева зоны печати.
Совет. Для покрытия рабочего стола с подогревом один из хороших вариантов является использование термостойкого стекла (особенно для варианта нагревательного элемента в виде печатной платы). Обычное оконное стекло, из-за температуры свыше 200 градусов Цельсия, может разрушиться или деформироваться. Толщина стекла может быть от 2 до 4 мм.

Закругленные углы на стекле позволяют крепить его к плате с помощью шайб. Так же используются канцелярские прижимы либо термостойкая клейкая лента.
Полезные советы при использовании стекла:
- Стекло при нагревании расширяется, при жестком креплении оно может разрушится. Крепление должно компенсировать расширение стекла.
- Предусмотрите возможность легкого демонтажа стекла.
- Не касайтесь стекла пальцами – в местах касания возможно плохое сцепление модели с поверхностью.
- Очищайте стекло перед началом процесса печати.
- Для очищения поверхности можно использовать жидкость для снятия лака с ногтей, ацетон или очиститель для окон.
- Не пытайтесь сразу после окончания печати снять деталь с поверхности стола, после небольшого охлаждения деталь снимется сама по себе безо всяких усилий.
Печатаем ваш первый слой
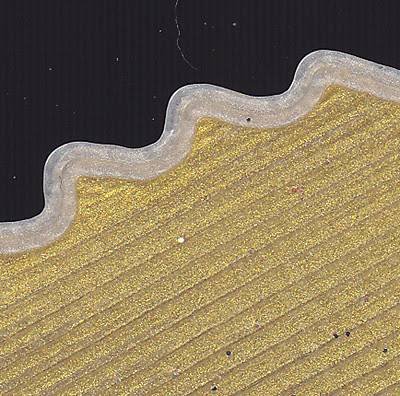
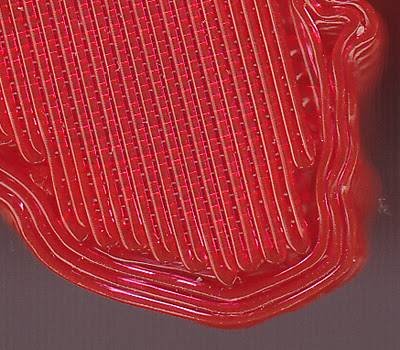
Ниже приведены некоторые примеры того, как должен выглядеть первый слой печати, и на что обращать внимание при его получении.
Перед началом печати надо убедится, что рабочий стол вашего принтера перемещается четко горизонтально в плоскости X, и его поверхность находится на одинаковом расстоянии в любой точке рабочей зоны от печатающей головки.
Текущая конструкция настройки горизонтальности стола (Prusa Mendel) с помощью пружин при нагреве не дает стабильного результата и имеется смысл переделки данного узла, о чем будет идти речь в другой статье.
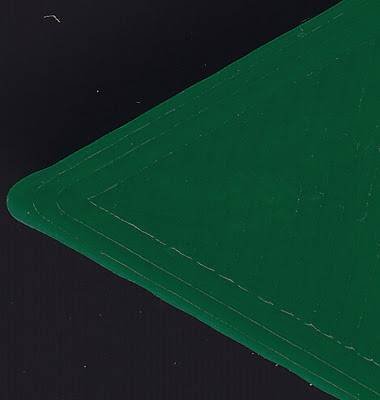
Пример чрезмерно размазанного первого слоя. Это дает отличное сцепление с поверхностью, но в итоге получаем ярко выраженный выступ на основании детали.


Ура!!! Мы пробрались через все основные настройки! Теперь взглянем на начало и конец формируемого Slic3r G-кода.
Пример стартовой части G-кода (startG-code) . Подходит для Prusa Mendel с использованием подогреваемого рабочего стола.
G28 ;home all axes
G92 E0 ;reset extruder
G1 E3 F1200 ;Prime extruder 3mm
G1 E2 F1200 ;retract extruder 1mm
G92 E0 ;resetextruder
Пример окончания управляющей программы (EndG-code)
G1 X12.0 F4000 ; home (almost) x - stops extruder crashing into frame if at very top of Z height
G1 Y170 F4000 ; move the print to the front.
M104 S0 ; make sure the extuder is turned off.
M140 S0 ; make sure the bed is turned off.
M84 ; shut down motors.
Во вкладке Advanced рабочего поля Slic3r, вы можете определить соотношение ширины и высоты слоя при печати (Extrusionwidth). Этого делать нет смысла, так как Slic3r прекрасно все вычисляет сам при установленном по умолчании значении 0.
Не забывайте сохранять ваши конфигурации Slic3r. Они могут быть самыми различными – с разными скоростями, коэффициентами заполнения и т.п. Присваивайте им соответвующие имена файлов, это оградит вас от путаницы и облегчит работу с принтером.
Дополнения от Администратора robozone.su
